วาระ 2 การเพิ่มประสิทธิภาพการใช้พลังงานด้วยกระบวนการ Hot Charge สำหรับโรงงานที่มีเตาหลอมเหล็กด้วยไฟฟ้า Electric Arc Furnace (EAF) และมีโรงรีดร้อนเพื่อผลิตเหล็กทรงยาว
เรื่องโดย: นายกิตติพงษ์ รัตนาพิศุทธิกุล วิศวกรชำนาญการพิเศษ
สำนักกำกับและอนุรักษ์พลังงาน กรมพัฒนาพลังงานทดแทนและอนุรักษ์พลังงาน
kittipong_r@dede.go.th
เรื่องการเพิ่มประสิทธิภาพการใช้พลังงานด้วยกระบวนการ Hot Charge สำหรับโรงงานที่มีเตาหลอมเหล็กด้วยไฟฟ้า Electric Arc Furnace (EAF) และมีโรงรีดร้อนเพื่อผลิตเหล็กทรงยาว นั้นเป็นการให้ความรู้เกี่ยวกับกระบวนการทำ Hot Charge และมาตรการจัดการพลังงานในโรงงานอุตสาหกรรมเหล็กในภาพกว้างเป็นวาระ 2 แล้วครับ โดยปัจจุบันประเทศไทยมีโรงงานที่มีเตาหลอมไฟฟ้า (Electric Arc Furnace, EAF) ใช้หลอมเศษเหล็กด้วยการ Arc ไฟฟ้า เพื่อผลิตน้ำเหล็กและหล่อเป็นแท่ง (Billet) สำหรับใช้เป็นวัตถุดิบเพื่อผลิตเหล็กทรงยาวได้แก่ เหล็กเส้นก่อสร้าง (Re-Bar) เหล็กลวด (Wire-Rod) และเหล็กรูปพรรณ (Section) กระบวนการผลิตโดยปกติจะมีความร้อนสูญเสียเนื่องจากการปล่อยให้แท่งเหล็ก (Billet) ที่ออกมาจากการหล่อที่อุณหภูมิ 900 – 1,000°C เย็นลงที่บรรยากาศ 40°C ในโรงเก็บวัตถุดิบ เมื่อโรงรีดจะผลิตเหล็กเส้นก็จะนำมาเข้าเตาอบเหล็ก (Reheating Furnace) ก่อนเข้าสู่กระบวนการรีดเหล็กร้อนต่อไป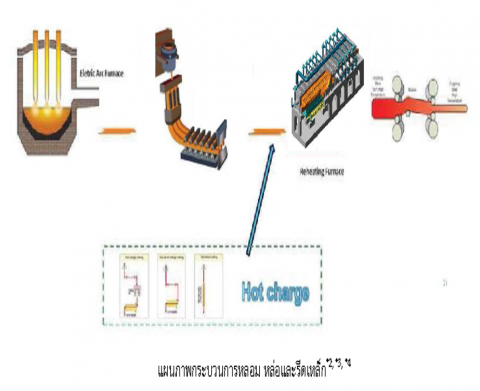
ในการอบเหล็กเพื่อนำไปรีดนั้น โดยทั่วไปอุณหภูมิต้องอบจนเหมาะสมแก่การรีดจะอยู่ที่ประมาณ 1,100 °C ซึ่งถ้าหากวัตถุดิบที่เข้าสู่เตาอบเหล็กนั้นมีอุณหภูมิสูงอยู่แล้ว ก็สามารถลดพลังงานที่ใช้ในการอบลงไปได้ ยิ่งอุณหภูมิของวัตถุดิบยิ่งสูงขึ้นเท่าไหร่ยิ่งก่อให้เกิดความประหยัดพลังงานมากขึ้นเท่านั้น ซึ่งในกระบวนการผลิตนั้น ตามความเป็นจริงวัตถุดิบที่จะนำมารีด (ทั้งทรงยาวและทรงแบน) ต่างต้องถูกหล่อออกมา นั่นหมายถึงวัตถุดิบทุกชิ้นต้องผ่านการทำให้เย็นจากจุดหลอมเหลวลงมาเป็นของแข็ง จึงมีแนวคิดที่จะนำวัตถุดิบที่หล่อเสร็จใหม่ๆ และยังไม่สูญเสียความร้อนเหล่านั้นมาเข้าเตาอบเหล็กโดยทันทีหรือนำมารีดโดยตรงทันทีจะเป็นการลดการใช้พลังงานในเตาอบเหล็กลงเป็นอย่างมาก เป็นเทคนิคในการเพิ่มประสิทธิภาพการใช้พลังงานด้วยวิธีการ Hot Charge ซึ่งเป็นเทคนิคแบ่งแยกย่อยโดยทั่วไปได้ 3 วิธี*1ดังนี้
1. Hot Charge
การทำ Hot Charge นั้นเป็นการนำวัตถุดิบที่หล่อเสร็จจากสถานีหล่อแบบต่อเนื่องนำมาเก็บพักไว้ บริเวณที่พักอาจจะเป็นบริเวณที่มีการเก็บกักความร้อนหรือไม่ก็ได้ แต่การเก็บกักนี้ไม่ว่ากรณีใดต้องไม่ยาวนานเกินไปจนวัตถุดิบคลายความร้อนมากเสียจนกระทั่งอุณหภูมิของวัตถุดิบเองตกลงไปถึงอุณหภูมิห้องก่อนที่จะป้อนเข้าไปอบในเตาอบเหล็ก โดยทั่วไปการทำการป้อนวัตถุดิบมักจะอยู่ที่ประมาณ 200 – 400 °C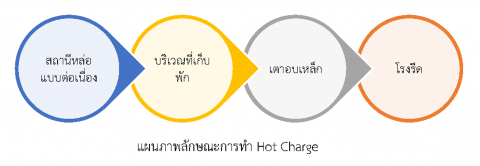
การทำ Hot Charge นั้นเป็นเทคนิคที่ทำได้ไม่ยากนักในโรงเหล็กรีดร้อนที่มีโรงหลอม อาศัยเพียงการบริหารจัดการเวลาให้เหล็กที่หล่อออกมาจากสถานีหล่อแบบต่อเนื่องสามารถนำเข้าเตาอบเหล็กได้ก่อนที่อุณหภูมิของแท่งเหล็กจะตกลงจนกลายเป็นอุณหภูมิห้อง หากการผลิตมีการบริหารจัดการที่ดีและแบบแปลนโรงงานเอื้ออำนวยอาจจะไม่จำเป็นต้องสร้างห้องเก็บวัตถุดิบเพื่อรักษาอุณหภูมิก็ได้ เพราะแท่งเหล็กที่หล่อออกมาเสร็จนั้นมีอุณหภูมิสูงกว่า 700 °C กว่าวัตถุดิบจะลดอุณหภูมิลงมาจนกลายเป็นอุณหภูมิห้องนั้นต้องใช้ระยะเวลานานพอสมควร มาตรการนี้จึงจัดเป็นมาตรการที่โรงเหล็กรีดร้อนที่มีเตาหลอมทุกโรงควรพยายามที่จะประยุกต์ใช้
2. Hot Direct Charge
Hot Direct Charge เป็นการป้อนวัตถุดิบที่หล่อเสร็จจากสถานีหล่อแบบต่อเนื่องเข้าสู่เตาอบเหล็กโดยตรงโดยไม่ต้องพักวัตถุดิบให้คลายความร้อนเลย ด้วยเหตุนี้วัตถุดิบที่เข้าสู่เตาอบจะมีอุณหภูมิสูงมาก (ประมาณ 400 – 800 °C) ทำให้สามารถลดปริมาณการใช้พลังงานภายในเตาอบเหล็กลงได้มากกว่าการทำ Hot Charge อีกทั้งเนื่องจากการที่แท่งเหล็กไม่ได้อบจากอุณหภูมิต่ำ การอบให้ได้อุณหภูมิตามที่ต้องการจึงใช้พลังงานลดลงได้
การทำ Hot Direct Charge นั้นมีความยุ่งยากในการปฏิบัติมากกว่าการทำ Hot Charge โดยทั่วไปเนื่องจากจะต้องนำแท่งเหล็กที่ผ่านการหล่อเสร็จเข้าสู่เตาโดยตรง การทำงานระหว่างการผลิตของสถานีหล่อแบบต่อเนื่อง เตาอบเหล็ก และสายการรีดจำเป็นจะต้องสอดคล้องกันเสมอ หากมีภาคส่วนใดที่มีปัญหาติดขัด เกิดขึ้นจำเป็นต้องมีพื้นที่พักแท่งเหล็ก แต่การที่แท่งเหล็กต้องไปพักอยู่ก่อนก็จะทำให้แท่งเหล็กไม่ได้เข้าสู่เตาโดยตรงแต่จะกลายเป็นการทำ Hot Charge แทนการทำ Hot Direct Charge
แนวทางในการบริหารจัดการคือ โรงงานควรที่จะตั้งเป้าให้เกิดการผลิตแบบ Hot Direct Charge ให้ได้มากที่สุดแต่ต้องเตรียมพื้นที่และแผนสำรองเสมอหากสายการผลิตเกิดการติดขัด รวมถึงขั้นตอนและวิธีการที่จะทำให้ระบบสามารถกลับมาทำงานในแบบ Hot Direct Charge ได้อีก
3. Direct Rolling
Direct Rolling เป็นการนำวัตถุดิบที่เพิ่งหล่อเสร็จจากสถานีหล่อแบบต่อเนื่องมารีดโดยทันที ทำให้ ไม่จำเป็นต้องใช้พลังงานในการอบวัตถุดิบด้วยเตาอบเหล็กอีก ก่อให้เกิดผลประหยัดเป็นอย่างยิ่ง แต่ระหว่างทางลำเลียงวัตถุดิบจากสถานีหล่อแบบต่อเนื่องมายังแท่นรีดอาจจะมีการติดตั้งอุโมงค์เพื่อรักษาความร้อนของวัตถุดิบที่เพิ่งหล่อเสร็จใหม่ๆ ในรูปของอุโมงค์ Tunnel Furnace หรือ Induction Heater ถึงแม้อุปกรณ์เหล่านี้จะมีการใช้พลังงานทั้งความร้อนและไฟฟ้า แต่ใช้เพื่อรักษาอุณหภูมิเท่านั้น ซึ่งย่อมต้องมีปริมาณการใช้พลังงานที่ต่ำกว่าเตาอบเหล็กที่ต้องอบเหล็กจากอุณหภูมิต่ำจนถึงอุณหภูมิที่เหมาะสมสำหรับการรีด ทำให้เทคโนโลยีนี้ก่อให้เกิดการประหยัดพลังงานเป็นอย่างยิ่ง 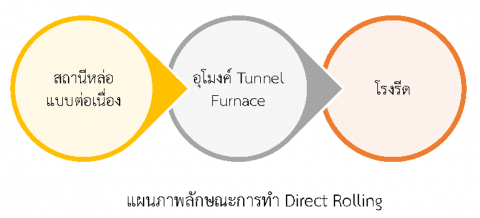
อีกลักษณะหนึ่งของการทำ Direct Rolling คือ Micro Mill ซึ่งลักษณะของโรงเหล็กรีดร้อนชนิดนี้จะมีการวางสายการรีดอยู่ติดกับสถานีหล่อแบบต่อเนื่องเพื่อที่จะให้เหล็กหล่อเสร็จออกจากสถานีหล่อแบบต่อเนื่องยังคงมีอุณหภูมิสูงอยู่นำไปรีดทันทีโดยการปรับแต่งให้การผลิตที่มีผังการผลิตที่มีเตาอบเหล็กกลายเป็น Direct Rolling ที่ใช้เพียงการรักษาอุณหภูมิของแท่งเหล็กด้วยอุปกรณ์ Induction Heater หรืออุโมงค์ Tunnel Furnace นั้นจำเป็นจะต้องมีการหยุดการผลิตเป็นระยะเวลาพอสมควรซึ่งจะทำให้เกิดการสูญเสียความมั่นคงของทางโรงงานได้
ในวาระต่อไปจะนำเสนอเกี่ยวกับมาตรการการจัดการพลังงานสำหรับโรงงานอุตสาหกรรมเหล็ก อาทิเช่น มาตรการเตาหลอมอาร์กไฟฟ้าใช้ไฟฟ้ากระแสตรง (DC EAF), มาตรการนำความร้อนจากไอเสียของเตาอบเหล็กอุ่นอากาศ เป็นต้น
หมายเหตุ,*1 จากการศึกษาโครงการการเพิ่มประสิทธิภาพการใช้พลังงานด้วยกระบวนการ Hot Charge สำหรับโรงงานที่มีเตาหลอมเหล็กด้วยไฟฟ้า Electric Arc Furnace (EAF) และมีโรงรีดร้อนเพื่อผลิตเหล็กทรงยาว ระยะที่ 1 ของกรมพัฒนาพลังงานทดแทนและอนุรักษ์พลังงาน กระทรวงพลังงาน โดยอุตสาหกรรมพัฒนามูลนิธิ (สถาบันเหล็กและเหล็กกล้าแห่งประเทศไทย)
,*2 Therm-Process Engineering Pvt. Ltd. 2016. ABOUT THERM-PROCESS ENGINEERING PVT. LTD. [Online]. Available: https://www.google.co.th/imgres?imgurl=http%3A%2F%2Fwww.indiantradebird.... (Access date 27 October 2017).
{kind=link}
,*3 Worldsteel Association. 2017. Overview of the steelmaking process . [Online]. Available: https://www.worldsteel.org/en/dam/jcr:177c8e5c-e02a-4e08-9dc6-cce7372b41... (Access date 27 October 2017).
,*4 LAND. 2006. Hot Rolling Mill. [Online]. Available: http://www.lirkorea.com/Landinstruments.net%20Website/infrared/applicati... (Access date 27 October 2017).
| Attachment | Size |
|---|---|
| 244.52 KB |